221. Исправлению подлежат все дефекты, выявленные в сварных соединениях и наплавленных деталях при неразрушающем контроле.
222. Дефектные участки должны исправляться по технологической документации на исправление дефектов. Заварка выборок должна выполняться в соответствии с требованиями главы VI настоящих Правил и разделов 1 - 7 ГОСТ Р 59023.5-2020.
(в ред. Приказа Ростехнадзора от 08.07.2024 N 210)
(см. текст в предыдущей редакции)
223. Поверхностные дефекты должны удаляться механическим способом с обеспечением плавных переходов в местах выборок (абразивным инструментом, резанием или вырубкой с последующим шлифованием).
224. Исправление поверхностных дефектов без последующей заварки мест их выборки должно выполняться:
а) на сварных соединениях - при остающейся толщине шва и основного металла не менее расчетной толщины детали (сборочной единицы) в месте максимальной глубины выборки;
б) на антикоррозионной наплавке - при остающейся толщине наплавки не менее минимально допустимой пунктами 184 и 185 настоящих Правил, а в случаях, не регламентированных указанными пунктами, - не менее минимально допустимой конструкторской и технологической документацией.
225. Дефекты с заваркой выборок в выполненных дуговой и электроннолучевой сваркой соединениях деталей из легированных сталей, подлежащих термической обработке, должны исправляться после промежуточного или окончательного отпуска с последующей термической обработкой отремонтированного изделия по режиму окончательного отпуска.
Допускается исправлять дефекты до проведения отпуска сварных соединений, в случае если согласно технологической документации и таблице 5.1 подраздела 5.3 раздела 5 и таблице 5.2 к пункту 5.4.1 ГОСТ Р 59023.5-2020 разрешается их охлаждение до температуры 5 °C после окончания сварки.
Ремонт сваркой после термического отдыха не допускается.
(п. 225 в ред. Приказа Ростехнадзора от 08.07.2024 N 210)
(см. текст в предыдущей редакции)
226. Внутренние дефекты (дефектные участки) должны удаляться механическим способом (абразивным инструментом, резанием или вырубкой с последующим шлифованием).
Дефекты должны удаляться воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки механическим способом:
а) до полного удаления следов строжки - на поверхностях выборок в сварных соединениях деталей из углеродистых или кремнемарганцовистых сталей;
б) с удалением слоя металла толщиной не менее 1,0 мм - на поверхностях выборок в сварных соединениях деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °C не более 315 МПа или из сталей аустенитного класса;
в) с удалением слоя металла толщиной не менее 2,0 мм - на поверхностях выборок в сварных соединениях деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °C свыше 315 МПа или из высокохромистых сталей.
227. Форма и размеры подготовленных выборок должны обеспечивать возможность их заварки по всему объему. Размеры подлежащих заварке выборок (в том числе заходящих в основной металл) не ограничиваются.
228. Дефекты сварных соединений, выполненных электрошлаковой сваркой, должны исправляться дуговой сваркой после полной термической обработки (в сварных соединениях деталей из сталей перлитного класса или из высокохромистых сталей) или после аустенизации (в сварных соединениях деталей из сталей аустенитного класса).
При исправлении дефектов в указанных сварных соединениях деталей из легированных сталей, подлежащих последующей обработке давлением, применяется следующая технология:
а) нормализация (закалка) и последующий отпуск сборочной единицы со сварным соединением, выполненным электрошлаковой сваркой;
в) заварка выборок углеродистыми сварочными материалами;
г) обработка давлением сборочной единицы с нагревом до заданной температуры;
д) нормализация (закалка) и последующий отпуск;
е) полное удаление металла, наплавленного углеродистыми сварочными материалами;
ж) заварка выборок соответствующими легированными сварочными материалами;
з) отпуск исправленного сварного соединения.
Комплекс указанных операций учитывается как одно исправление.
229. Дефектные сварные соединения должны исправляться путем полного удаления сварного шва с последующей подготовкой кромок механическим способом и выполнения сварного соединения вновь.
230. Дефекты в монтажных стыковых сварных соединениях труб, недоступных для ремонта с наружной стороны должны исправляться путем вырезки дефектного сварного соединения и последующей вварки отрезка трубы из той же марки стали. Размеры отрезка определяются требованиями к расстоянию между осями соседних кольцевых швов в соответствии с разделами 1 - 10 ГОСТ Р 59023.2-2020.
(в ред. Приказа Ростехнадзора от 08.07.2024 N 210)
(см. текст в предыдущей редакции)
231. Дефекты на одном и том же участке сварного соединения или наплавленной детали из стали и железоникелевых сплавов должны исправляться не более трех раз.
232. Под исправляемым участком понимается прямоугольник наименьшей площади, в контур которого вписывается подлежащая заварке выборка, и примыкающие к нему поверхности на расстоянии, равном трехкратной ширине указанного прямоугольника (рисунок 4).
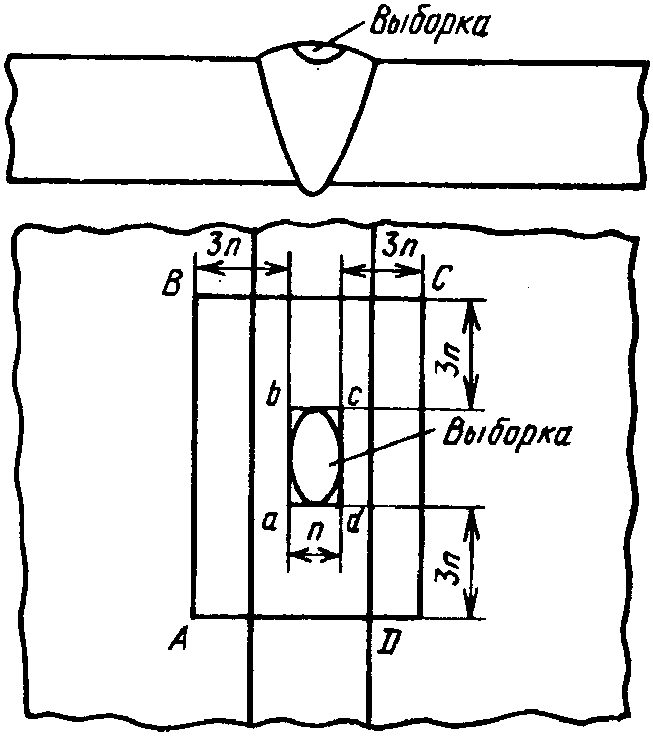
Рисунок 4. Схема определения размеров
исправляемого участка:
n - ширина прямоугольника;
ABCD - исправляемый участок;
abcd - прямоугольник наименьшей площади,
в контур которого вписывается выборка
233. При исправлении дефектов должны выполняться следующие требования:
а) при обнаружении трещин сварка (наплавка) должна быть прекращена и может быть возобновлена только после удаления трещин и принятия мер, предотвращающих их появление;
б) при обнаружении прожога подкладного кольца недоступные для сварки с внутренней стороны сварные соединения труб должны быть полностью удалены и выполнены вновь при невозможности исправления дефекта без разрезки;
в) число исправлений корневой части шва на одном и том же участке не должно превышать трех;
г) число исправлений (кроме исправлений корневой части шва) при глубине выборок в пределах номинальной толщины двух слоев шва не ограничивается и не учитывается;
д) число исправлений (кроме исправлений корневой части шва) при глубине выборок, превышающей номинальную толщину двух слоев шва, на одном и том же участке не должно превышать трех.
- Гражданский кодекс (ГК РФ)
- Жилищный кодекс (ЖК РФ)
- Налоговый кодекс (НК РФ)
- Трудовой кодекс (ТК РФ)
- Уголовный кодекс (УК РФ)
- Бюджетный кодекс (БК РФ)
- Арбитражный процессуальный кодекс
- Конституция РФ
- Земельный кодекс (ЗК РФ)
- Лесной кодекс (ЛК РФ)
- Семейный кодекс (СК РФ)
- Уголовно-исполнительный кодекс
- Уголовно-процессуальный кодекс
- Производственный календарь на 2025 год
- МРОТ 2026
- ФЗ «О банкротстве»
- О защите прав потребителей (ЗОЗПП)
- Об исполнительном производстве
- О персональных данных
- О налогах на имущество физических лиц
- О средствах массовой информации
- Производственный календарь на 2026 год
- Федеральный закон "О полиции" N 3-ФЗ
- Расходы организации ПБУ 10/99
- Минимальный размер оплаты труда (МРОТ)
- Календарь бухгалтера на 2026 год
- Частичная мобилизация: обзор новостей
- Постановление Правительства РФ N 1875